CE/UL Certified SF6 Gas Recovery Plant for High-Voltage Gas Recovery
In the global power distribution sector, the management of Sulfur Hexafluoride (SF6) gas has evolved from a routine maintenance task into a critical pillar of environmental and operational strategy. As high-voltage infrastructure expands to meet increasing energy demands, the need for a CE/UL certified SF6 gas recovery plant for high-voltage gas recovery becomes paramount.
For facilities operating between 110kV and 500kV, Gas-Insulated Switchgear (GIS) maintenance requires equipment that is not only powerful but adheres to the highest international safety and quality standards. This article examines the technical exigencies of high-voltage SF6 management and why certification is a non-negotiable requirement for modern utilities.
1. The Strategic Importance of SF6 Management in High-Voltage Systems
SF6 gas is prized for its exceptional dielectric strength and arc-quenching capabilities. However, its Global Warming Potential (GWP) is 23,500 times that of CO2, making it the most potent greenhouse gas in industrial use.
The Maintenance Challenge
In 110kV to 500kV GIS installations, the volume of gas is immense. During maintenance or decommissioning, this gas must be handled with a "zero-leakage" philosophy. A CE/UL certified SF6 gas recovery plant ensures that the gas is reclaimed, purified, and re-used, creating a circular economy that protects both the environment and the utility’s bottom line.
2. Technical Excellence: Integrating Vacuuming, Recovery, and Purification
A professional-grade integrated unit is a masterpiece of fluid dynamics and control engineering. Our system integrates vacuuming, recovery, refilling, and purification into a single modular chassis, adhering strictly to the DL/T 662 standard.
High-Efficiency Recovery and Compression
The recovery phase is powered by a 30 m3/h oil-free water-cooled compressor. Using oil-free technology is critical; it prevents the introduction of lubricant vapors into the gas stream, which could otherwise degrade the insulation properties of the gas. For liquid filling, a 5 m3/h oil-free booster allows the system to reach an ultimate pressure of 50 bar.
Advanced Purification Logic
Recovered gas often contains moisture and acidic decomposition products (SO2, HF) created by electrical arcing. The integrated unit features a multi-stage filtration system:
Moisture Removal: Molecular sieves reduce humidity to meet GB/T 12022 purity requirements.
Chemical Neutralization: Specialized filters remove toxic decomposition products.
Particulate Capture: A high-precision filter ensures a filtration particle size of less than or equal to 1 micrometer, protecting the micro-tolerances of GIS internal seals.
3. Why CE and UL Certification is Essential
In the context of a CE/UL certified SF6 gas recovery plant for high-voltage gas recovery, certification is more than a label—it is a guarantee of rigorous testing.
CE Certification (Europe)
This indicates that the equipment meets all essential health, safety, and environmental protection requirements for the European Economic Area. It specifically covers:
Pressure Equipment Directive (PED): Ensures the 50 bar storage tanks are safe under high stress.
Electromagnetic Compatibility (EMC): Guarantees the PLC control systems won't interfere with sensitive substation electronics.
UL Certification (North America)
UL certification provides a deeper dive into the safety of electrical components and fire protection. For a petrochemical or high-voltage site, UL-listed components ensure the machinery can operate in volatile or high-energy environments without becoming a hazard.
4. Intelligent Control and Operational Versatility
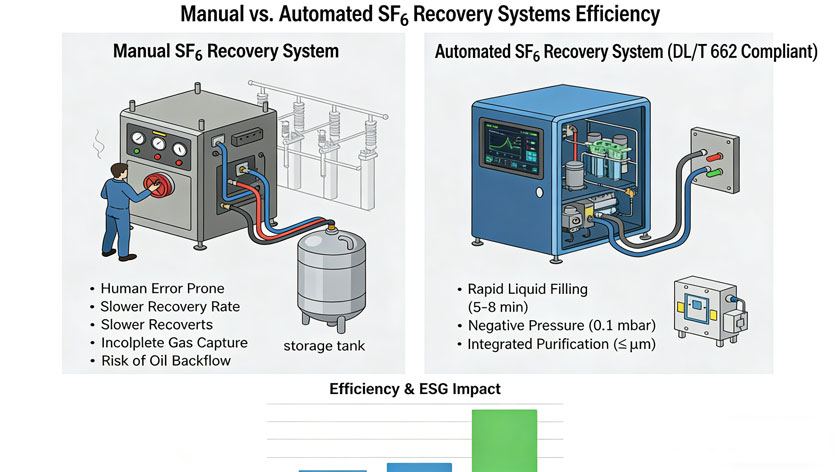
Modern GIS maintenance cannot rely on manual valves and guesswork. Our integrated unit utilizes a high-definition PLC touchscreen interface that provides real-time situational awareness.
Smart Vacuum Monitoring
As the system evacuates air from the switchgear, the PLC screen displays the vacuum curve in real-time. This allows technicians to identify "pseudo-vacuums" or minor leaks before refilling begins.
Versatile Refilling Modes
The unit offers multiple output choices to suit different substation scenarios:
Direct Charging: For quick top-ups with adjustable pressure (1 to 10 bar).
Pressurized Filling: Using the compressor for gas-phase or the booster for liquid-phase filling.
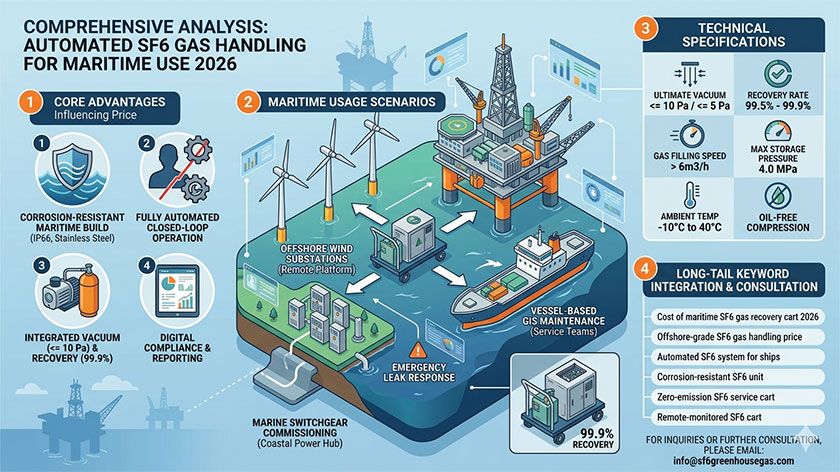
High-Speed Cylinder Filling: The system can fill a 40 L cylinder with 50 kg of SF6 in just 5 to 8 minutes, a benchmark in industry efficiency.
5. Technical Parameters Summary
| Feature | Specification | Engineering Benefit |
| Applicable Range | 110kV ~ 500kV GIS | Wide compatibility with large-scale assets. |
| Recovery Compressor | 30 m3/h (Oil-free) | Fast recovery without oil contamination. |
| Vacuum Performance | High-precision monitoring | Ensures 0.1 mbar ultimate vacuum levels. |
| Storage Pressure | 50 bar | Maximizes storage density in tanks/cylinders. |
| Filtration Accuracy | <= 1 micrometer | Removes microscopic arc-byproducts. |
| Vaporizer Power | 1.5 kW | Speeds up refilling in cold climates. |
6. Addressing Environmental and Safety Standards (DL/T 662)
The design and manufacture of this equipment are fully compliant with DL/T 662, the industry standard for SF6 recovery units. Safety features include:
Anti-Suckback Valves: Prevents vacuum pump oil from entering the GIS in the event of power loss.
Negative Pressure Recovery: Allows for the maximum possible reclamation rate, minimizing gas "puffs" when disconnecting hoses.
Modular Protection: A semi-enclosed structure protects sensitive components while allowing for easy maintenance access.
7. Operational Workflow for Site Service
Effective site service follows a rigorous "Circular" workflow facilitated by the integrated unit:
Recovery and Purification: Gas is extracted through the DN19 recovery hose and passed through the filtration tower into the storage tank.
Vacuuming: The unit evacuates the GIS chamber to remove moisture and air, with the PLC monitoring the progress.
Regeneration/Refilling: The purified gas is heated by the 1.5 kW vaporizer and pumped back into the GIS at the required pressure.
Mass Balance Logging: Digital data can be exported for environmental reporting and audit compliance.
8. Conclusion: Investing in Reliability
A CE/UL certified SF6 gas recovery plant for high-voltage gas recovery is the single most important investment for any facility managing 110kV to 500kV switchgear. By integrating high-speed recovery, intelligent PLC control, and advanced purification into a modular, certified chassis, these plants ensure that high-voltage maintenance is both safe for the operator and sustainable for the planet.
For procurement managers and lead engineers, prioritizing a unit that balances high recovery speed (30 m3/h) with extreme filtration precision (<= 1 micrometer) is the key to ensuring that expensive electrical assets remain operational for decades to come.
Leave A Message
Your email address will not be published. Required fields are marked *
More Articles