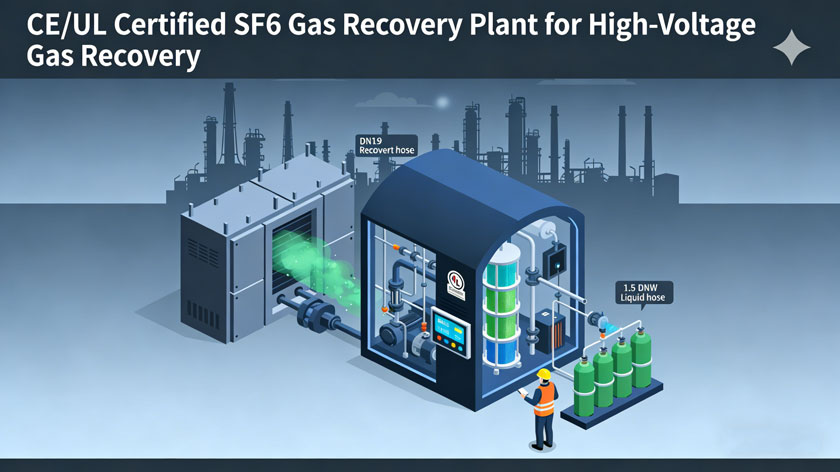
CE Certified SF6 Gas Recovery Cart for 500kV Substation: The Gold Standard for Ultra-High Voltage Maintenance
In the realm of ultra-high voltage (UHV) power transmission, the integrity of insulating media is the cornerstone of grid stability. For 500kV substations, where Gas Insulated Switchgear (GIS) and porcelain column circuit breakers operate under immense electrical stress, Sulfur Hexafluoride (SF6) management is not merely a maintenance task—it is a critical safety protocol. To meet these rigorous demands, a CE certified SF6 gas recovery cart for 500kV substation use has become the indispensable tool for modern grid operators, balancing high-performance engineering with stringent international safety standards.
1. The Critical Role of SF6 Management in 500kV Infrastructure
A 500kV substation represents the backbone of regional power distribution. At this voltage level, even minor impurities in the SF6 gas or a slight drop in pressure can lead to catastrophic dielectric failure.
Managing gas in such large-scale equipment requires more than a simple pump; it requires a multi-functional system capable of handling massive gas volumes without atmospheric leakage. A CE certified SF6 gas recovery cart for 500kV substation applications provides a unified solution for vacuuming, recovery, purification, and high-pressure refilling, ensuring that the gas remains within a closed-loop system as mandated by environmental regulations.
2. Technical Superiority: Engineering for UHV Demands
The architecture of a premium SF6 recovery cart is designed around the DL/T 662 standard, ensuring modular reliability and ease of maintenance. For 500kV operations, the equipment must excel in several key technical domains:
Multi-Stage Purification and Filtration
As SF6 gas ages or survives electrical arcing, it develops moisture, solid particles, and toxic decomposition products (such as SO2 and HF).
Precision Filtration: The cart utilizes high-efficiency filters capable of capturing particles as small as 1 micrometer or less.
Contaminant Removal: By integrating molecular sieves and chemical adsorbents, the system restores the gas to a reusable state, significantly reducing the "Total Cost of Ownership" by eliminating the need for frequent virgin gas purchases.
High-Capacity Oil-Free Compression
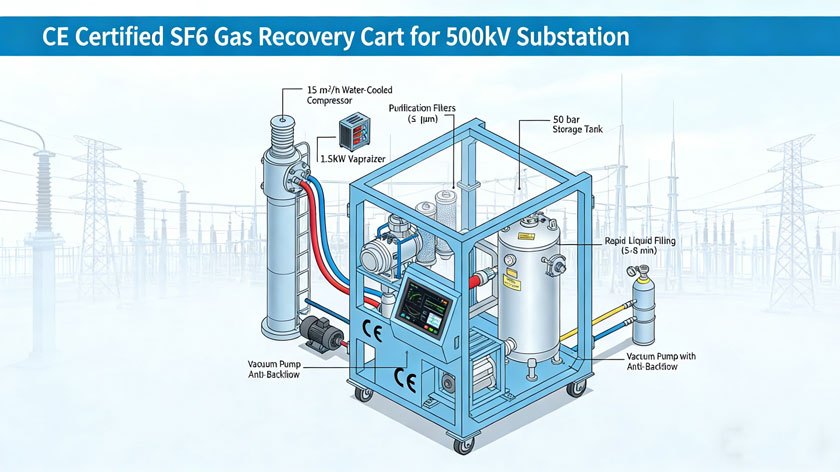
Standard compressors are insufficient for 500kV chambers. The CE certified SF6 gas recovery cart for 500kV substation features a 15 m3/h oil-free water-cooled compressor.
Why Oil-Free? Lubricant contamination in SF6 gas drastically lowers its insulation properties. Oil-free technology ensures that the recovered gas remains chemically pure.
Water-Cooling Advantage: Water-cooled systems allow for continuous operation under heavy loads, which is essential when draining large 500kV busbars.
Vacuum Performance and Anti-Backflow
To prevent air and moisture from entering the GIS during maintenance, the cart’s vacuum pump—boasting a high displacement rate—is equipped with an electromagnetic anti-backflow valve. This prevents pump oil from entering the electrical equipment in the event of a power failure, a non-negotiable safety feature for high-value substation assets.
3. High-Efficiency Recovery and Liquefaction
In a 500kV environment, time is of the essence. Extended outages can cost utilities millions. The efficiency of a CE certified SF6 gas recovery cart for 500kV substation is measured by its recovery speed and liquefaction capability.
Negative Pressure Recovery
The system features a negative pressure recovery function that maximizes the amount of gas extracted from the equipment. By pulling a deeper vacuum on the gas chamber, it minimizes the "residual gas" that would otherwise be lost to the atmosphere, thereby helping utilities meet their carbon neutrality goals.
Rapid Liquid Filling
For large-scale refilling, liquid phase handling is the most efficient method.
Performance: The cart can fill a 40L cylinder with 50kg of SF6 in just 5 to 8 minutes.
Vaporization Support: To return this liquid back into a gas phase for equipment injection, an integrated 1.5kW vaporizer ensures the gas enters the switchgear at the correct temperature and pressure, preventing thermal shock to internal components.
4. Why CE Certification Matters for 500kV Operations
CE certification is more than a label; it is a guarantee that the equipment complies with European safety, health, and environmental protection standards. For a CE certified SF6 gas recovery cart for 500kV substation, this certification validates:
Pressure Vessel Safety: The high-pressure storage tanks (designed for 50 bar) meet rigorous stress-test standards.
Electromagnetic Compatibility (EMC): The PLC control system and touch screen interface will not interfere with, or be affected by, the high-intensity electromagnetic fields present in a 500kV switchyard.
Operator Safety: The semi-enclosed protective structure and modular design prioritize the safety of the maintenance crew during high-pressure operations.
5. Technical Parameters: A Benchmark for Reliability
Professional engineers rely on hard data. The following parameters define the performance of a top-tier SF6 recovery system:
| Parameter Name | Specification Value |
| Applicable Range | 110kV GIS, 220kV GIS, 500kV Circuit Breakers |
| Compressor Capacity | 15 m3/h (Oil-free, Water-cooled) |
| Oil-free Booster | 5 m3/h (at liquid state) |
| Final Output Pressure | 50 bar |
| Filter Precision | less than or equal to 1 micrometer |
| Vaporizer Power | 1.5kW |
| Dimensions | 2850mm x 1500mm x 1760mm |
6. Digital Intelligence: PLC and Real-Time Monitoring
The integration of a PLC (Programmable Logic Controller) and a high-resolution touch screen transforms the recovery cart into a smart diagnostic tool.
Real-Time Data: Operators can monitor vacuum levels, storage tank pressure, and gas temperature in real-time.
Automated Sequencing: The PLC manages the complex transitions between recovery, purification, and refilling, reducing the risk of human error that could lead to gas discharge or equipment damage.
7. Global Adaptability: Cooling and Environmental Resilience
500kV substations are located in diverse climates, from the freezing Siberian plains to the humid tropics. A CE certified SF6 gas recovery cart for 500kV substation is built with optional cooling systems to ensure consistent liquefaction rates regardless of ambient temperature. By optimizing the refrigeration cycle, the cart ensures that SF6 remains in the liquid state during storage, occupying less volume and allowing for higher storage density within the 2850mm frame.
8. Conclusion: Investing in the Future of Grid Maintenance
As the world transitions toward smarter and more sustainable power grids, the demand for high-performance gas management tools continues to rise. The CE certified SF6 gas recovery cart for 500kV substation is the definitive choice for utility companies that refuse to compromise on safety or efficiency.
With its 15 m3/h oil-free compressor, DL/T 662 compliance, and ultra-fine 1 micrometer filtration, this equipment provides the technical rigor required for 500kV assets. By choosing a CE-certified solution, grid managers are not only protecting their high-voltage equipment but also demonstrating a commitment to environmental stewardship and operational excellence.
Leave A Message
Your email address will not be published. Required fields are marked *
More Articles