Safety Protocols for Malfunctioning SF6 Recovery Equipment: A Step-by-Step Guide

Sulfur hexafluoride (SF₆) is a critical insulating and arc-quenching gas used in high-voltage switchgear, circuit breakers, and gas-insulated substations (GIS). While highly effective electrically, SF₆ is also a potent greenhouse gas—23,500 times more impactful than CO₂ over a 100-year horizon. Consequently, handling it demands strict adherence to engineering controls and procedural safeguards. When SF6 recovery equipment malfunctions, these risks escalate dramatically, potentially exposing personnel to toxic decomposition byproducts, triggering uncontrolled emissions, or causing mechanical failure under pressure.
This article outlines essential, rigorously tested safety protocols for malfunctioning SF6 recovery equipment, aligned with IEC 61634, OSHA guidelines, and EPA best practices. Designed for engineers, field technicians, and safety officers, it provides actionable steps to mitigate hazards, ensure regulatory compliance, and maintain operational integrity—even during equipment failure.
Why Malfunctions Pose Unique Hazards
Unlike routine operations, malfunctioning SF6 recovery units introduce unpredictable risks:
Toxic gas exposure: Arc byproducts like sulfur dioxide (SO₂), hydrogen fluoride (HF), and carbonyl sulfide (COS) can form during electrical faults and may be released if filters fail or valves leak.
High-pressure hazards: SF₆ is stored at 5–7 bar (or higher in liquid form); ruptured hoses or faulty pressure relief systems can cause projectile injuries.
Environmental violations: Unintended venting—even small amounts—can breach EPA reporting thresholds or EU F-Gas Regulation limits, resulting in fines exceeding $10,000 per incident.
Electrical and fire risks: Compressors and vacuum pumps may overheat or short-circuit if control systems fail.
Thus, a structured response protocol is not optional—it’s a legal and ethical necessity.
Immediate Response: The First 5 Minutes
When SF6 gas recovery equipment shows signs of malfunction—unusual noises, pressure spikes, error codes, leaks, or failure to evacuate—follow these critical steps:
1. Cease Operations Immediately
Shut down the SF6 gas recovery unit using the emergency stop (E-stop) button. Do not attempt to “finish the cycle.”
2. Isolate the System
Close all manual isolation valves between the recovery unit, gas cylinder, and electrical equipment. This prevents backflow or uncontrolled release.
3. Ventilate the Area
Activate local exhaust ventilation or move upwind if outdoors. SF₆ is heavier than air and can accumulate in low-lying areas, displacing oxygen. Use portable O₂ and SF₆ monitors to confirm safe atmospheric conditions (>19.5% O₂, <1,000 ppm SF₆).
4. Don PPE Without Delay
Wear:
Acid-resistant gloves and face shield (for HF/SO₂ exposure risk)
Respiratory protection (N95 minimum; P100 or supplied-air if toxic byproducts are suspected)
Flame-resistant (FR) clothing
Never assume “it’s just SF₆”—decomposition products are often invisible and odorless.
Diagnostic & Containment Protocols
After initial stabilization, proceed only if trained and authorized:
5. Assess for Leaks Using Proper Tools
Use an SF₆-specific infrared or ultrasonic leak detector—not soap bubbles, which can contaminate valves. Never use open flames.
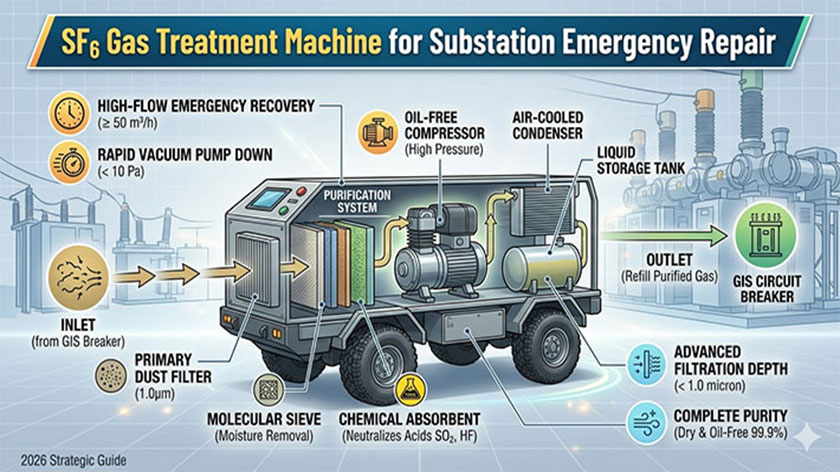
6. Check Filter and Purification Status
Malfunctions often stem from saturated filters. If the unit lacks automatic bypass shutoff, contaminated gas may have entered the storage cylinder. Label it “DO NOT USE – SUSPECTED CONTAMINATION” and test before reuse.
7. Secure Gas Inventory
If the storage cylinder is intact and isolated, leave it pressurized but secured upright in a ventilated area. Do not vent to atmosphere under any circumstances.
8. Document the Incident
Record:
Time, location, and equipment model/serial number
Observed symptoms (error codes, sounds, smells)
Atmospheric readings and PPE used
Actions taken
This log supports root-cause analysis and regulatory reporting.
When to Escalate: Red Flags Requiring Expert Intervention
Certain malfunctions demand immediate shutdown and manufacturer or HAZMAT involvement:
Visible white powder or oily residue (indicates metal fluorides or oil contamination)
Persistent hissing or frost formation on lines (sign of high-pressure leak)
Error codes related to vacuum pump oil mist or compressor overheating
O₂ levels below 19.5% in confined spaces
In such cases, cordon off the area, restrict access, and contact both the equipment OEM and your EHS department before proceeding.
Preventive Measures to Reduce Failure Risk
The best safety protocol is prevention. Implement these practices:
Daily pre-use checks: Inspect hoses, couplings, filters, and oil levels.
Annual calibration: Pressure gauges, mass flow meters, and leak detectors must be certified yearly.
Filter replacement schedule: Replace purification cartridges every 50–100 kg of recovered gas—or per manufacturer specs.
Operator training: Only personnel certified per IEC 61634 and site-specific SOPs should operate recovery units.
Leading utilities now mandate digital checklists via mobile apps, ensuring no step is skipped.
Regulatory Compliance & Reporting Obligations
Under U.S. EPA regulations (40 CFR Part 98, Subpart DD), any unintentional SF₆ release >0.5% of annual inventory must be reported. In the EU, the F-Gas Regulation requires:
Immediate repair of leaks >5 g/year
Full recovery during servicing
Records retained for 5 years
Failure to follow proper safety protocols for malfunctioning SF6 recovery equipment can invalidate insurance claims and expose organizations to civil liability.
Conclusion: Safety Is Non-Negotiable
Malfunctions are inevitable in complex field equipment—but uncontrolled consequences are not. By embedding rigorous, step-by-step safety protocols for malfunctioning SF6 recovery equipment into your operational DNA, you protect your team from invisible threats, safeguard the environment from avoidable emissions, and uphold your organization’s license to operate.
In high-voltage maintenance, there is no shortcut around safety. There is only preparedness.
Leave A Message
Your email address will not be published. Required fields are marked *
More Articles