Customized Negative Pressure SF6 Gas Recovery Unit for High-Voltage Circuit Breaker Gas Maintenance
The reliability of high-voltage transmission networks hinges on the performance of Gas Insulated Switchgear (GIS) and circuit breakers. At the heart of this equipment lies Sulfur Hexafluoride (SF6), an inorganic, colorless, and odorless gas known for its exceptional dielectric strength and arc-quenching capabilities. However, SF6 is also a potent greenhouse gas, and its degradation products are highly toxic. Consequently, the use of a customized Negative pressure SF6 gas recovery unit for High-voltage circuit breaker gas maintenance has become a non-negotiable standard for utilities aiming for environmental compliance and operational excellence.
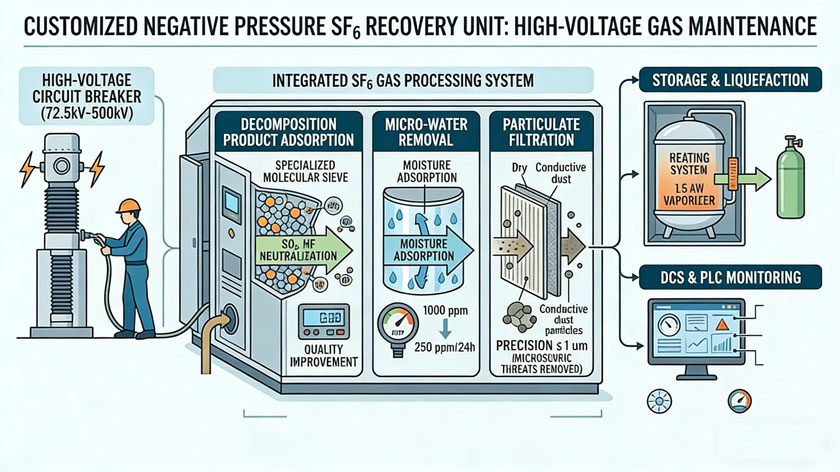
For maintenance teams handling equipment ranging from 72.5kV to 500kV, the goal is clear: recover every possible gram of gas, purify it to industry standards, and store or refill it with zero atmospheric leakage.
The Necessity of Negative Pressure Recovery
In traditional gas handling, recovery often stops when the pressure inside the circuit breaker reaches atmospheric levels. However, a significant volume of gas remains trapped within the chamber at low pressure. A customized Negative pressure SF6 gas recovery unit utilizes advanced vacuum engineering to pull the chamber into a negative pressure state, significantly increasing the recovery rate.
By reaching these lower thresholds, maintenance teams ensure that:
Environmental Impact is Minimized: Virtually no SF6 is left behind to be accidentally vented during equipment opening.
Gas Purity is Maintained: Pulling a deep vacuum removes residual moisture and air that could contaminate the next charge of gas.
Cost Efficiency: SF6 is an expensive resource; maximizing recovery directly impacts the bottom line by reducing the need for virgin gas.
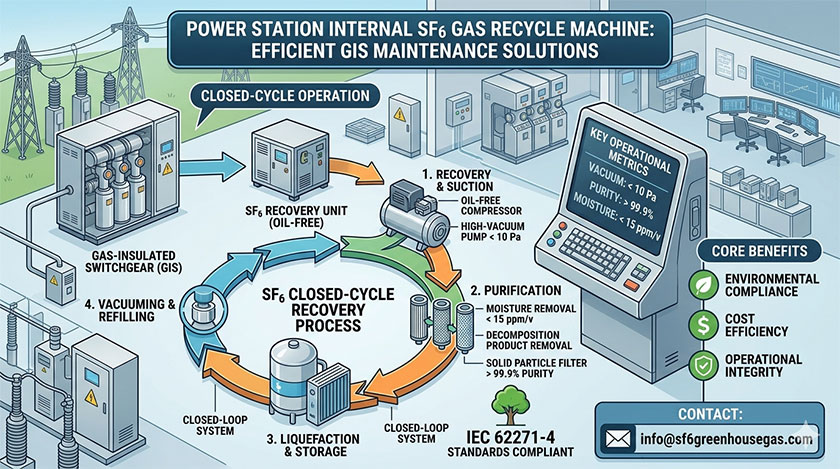
Technical Architecture: The RF-Series Integrated Solution
A professional-grade recovery unit is more than just a pump; it is a mobile gas processing plant. To meet the rigorous demands of High-voltage circuit breaker gas maintenance, the unit must integrate vacuuming, recovery, purification, storage, and refilling into a single, modular chassis.
1. High-Precision Vacuum and Monitoring
The unit must first prepare itself and the target equipment by reaching an ultimate vacuum of less than or equal to 10 Pa. During this phase, the PLC (Programmable Logic Controller) provides real-time digital feedback. This precision is vital for detecting micro-leaks in the maintenance hoses or the circuit breaker seals before gas transfer begins. To ensure system integrity, the vacuum pump includes an anti-oil-return valve, preventing pump oil from migrating into the high-voltage switchgear.
2. Oil-Free Compression Technology
When handling SF6, purity is paramount. The unit utilizes a 15 cubic meters per hour (15 m3/h) oil-free water-cooled compressor. This technology ensures that the recovered gas is not contaminated by lubricating oils, which could impair the arc-quenching performance of the circuit breaker. Water-cooling allows for sustained operation during large-scale recovery projects (such as 500kV porcelain column breakers) without the thermal degradation often seen in air-cooled units.
3. Advanced Multi-Stage Filtration
During circuit breaker operation, arcing breaks down SF6 into toxic byproducts like SO2 and HF. A customized unit features a high-precision molecular sieve system that filters:
Moisture: Reducing micro-water content to prevent acid formation.
Decomposition Products: Neutralizing toxic gases.
Solid Particulates: Filtering conductive dust down to a particle size of 1 micrometer (1um).
Functional Versatility: Recovery to Refilling
The true value of a customized Negative pressure SF6 gas recovery unit for High-voltage circuit breaker gas maintenance is its ability to adapt to diverse field scenarios.
Diverse Refilling Modes: The unit supports direct refilling (with pressure regulation), liquid refilling, and pressurized gas refilling. This versatility allows it to service different types of equipment, from compact GIS modules to large storage tanks.
Integrated Heating and Vaporization: To prevent the "freezing" effect caused by rapid gas expansion, the unit is equipped with a 1.5kW vaporizer and a dedicated tank heating system. This ensures a steady, efficient flow during the refilling process, even in cold climates.
Cylinder Liquefaction: For long-term storage or transport, the unit can liquefy SF6 and bottle it into cylinders. It is capable of filling a 40L cylinder with 50kg of liquid SF6 in just 5 to 8 minutes.
Technical Specifications for Industrial Compliance
Design and manufacturing of these units must adhere to strict standards, such as DL/T 662. For engineers and procurement officers, the following parameters define a high-performance unit:
| Parameter Category | Technical Specification |
| Filtration Precision | 1 micrometer (1um) |
| Compressor Capacity | 15 m3/h (Oil-free, water-cooled) |
| Vaporizer Power | 1.5kW |
| Vacuum Rate / Ultimate Vacuum | High-speed / Less than or equal to 10 Pa |
| Final Output Pressure | 50 bar |
| Leakage Rate | Less than 0.5% per year |
| Adjustment Range | 1 to 10 bar (Pressure regulated output) |
Global Adaptability: Customized Cooling and Protection
High-voltage substations are located in every conceivable environment, from the humid tropics to the arid desert. A customized unit addresses this through:
Modular Cooling Options: Users can opt for specific refrigeration methods (air-cooled or water-cooled) to match local ambient temperatures, ensuring the unit remains efficient in 45°C heat.
Semi-Enclosed Protection: The structural design protects sensitive PLC components and sensors from dust and rain, while the modular layout allows for easy maintenance and component replacement.
Conclusion: Elevating Maintenance Standards
The use of a customized Negative pressure SF6 gas recovery unit for High-voltage circuit breaker gas maintenance is a hallmark of a sophisticated utility operation. By integrating high-vacuum monitoring, oil-free compression, and precision 1um filtration, these units solve the primary challenges of SF6 management.
They ensure that maintenance is not only faster and more cost-effective but also safer for the environment and the personnel involved. As global regulations on SF6 emissions continue to tighten, investing in professional-grade, customized recovery technology is the most effective way to future-proof your high-voltage infrastructure.
Leave A Message
Your email address will not be published. Required fields are marked *
More Articles