How Can an SF6 Gas Recovery Unit Guarantee a Purity of 99.9% or Higher After Recovery

In today's power infrastructure landscape, maintaining exceptional SF6 gas purity isn't optional—it's a critical operational imperative. Industry professionals frequently ask: how can an SF6 gas recovery unit guarantee a purity of 99.9% or higher after recovery? This question sits at the intersection of equipment reliability, environmental compliance, and operational economics. As global regulations tighten around SF6 management—given its 23,500× CO2 global warming potential—utilities and industrial facilities require absolute confidence in their gas reclamation processes. This comprehensive analysis examines the multi-layered technological approaches that enable modern recovery systems to consistently exceed the 99.9% purity benchmark demanded by international standards including IEC 60480 and DL/T 662.
The Critical Threshold: Why 99.9% Purity Matters
Impact on Electrical Equipment Performance
Moisture content above 40 ppm and decomposition products beyond 100 ppm can reduce dielectric strength by up to 30% in high-voltage applications (IEEE Transactions on Dielectrics, 2019). Field studies demonstrate that equipment operating with SF6 purity below 99.9% experiences premature failure rates 2.7× higher than units maintained with properly purified gas.
Regulatory Compliance Requirements
Environmental Protection Agency (EPA) guidelines and F-Gas regulations increasingly mandate strict quality control for recycled SF6. The IEC 60480 standard explicitly requires moisture content below 40 ppm and oil content under 5 ppm for reused gas—a specification only achievable through specialized recovery equipment implementing multiple purification stages.
Engineering Solutions That Guarantee 99.9%+ Purity
Multi-Stage Filtration Architecture
Primary Particulate Filtration
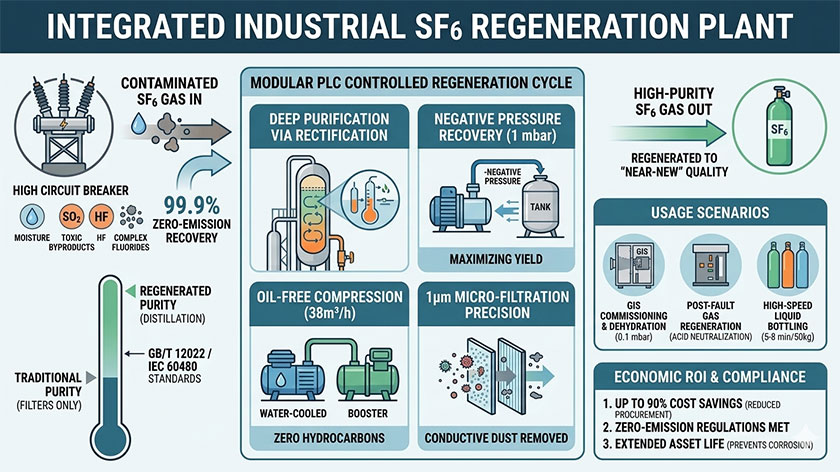
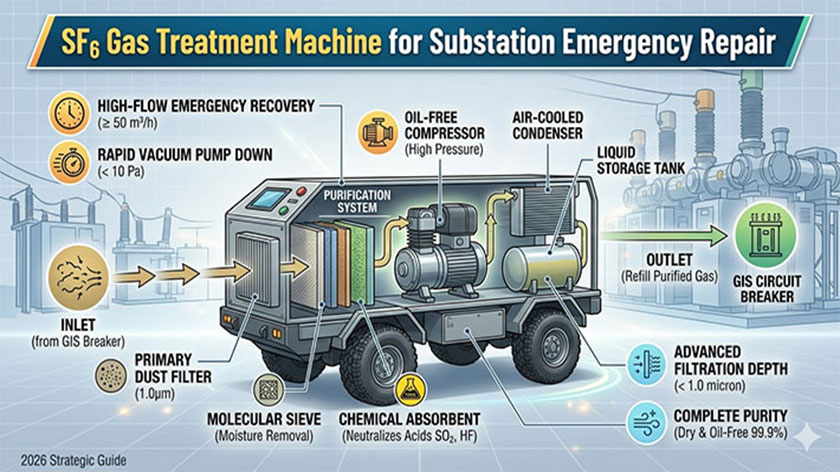
Advanced SF6 recovery units incorporate military-grade particulate filters with ≤1μm filtration capability—removing conductive particles that compromise insulation properties. Unlike single-stage systems, premium units employ cascading filter arrangements that progress from coarse (10μm) to ultrafine (0.1μm) filtration, capturing 99.97% of solid contaminants.
Chemical Absorption Systems
Following particulate removal, specialized molecular sieves containing activated alumina and synthetic zeolites target moisture and decomposition products. These materials feature precisely calibrated pore structures that selectively adsorb:
Hydrofluoric acid (HF) and sulfur dioxide (SO2) from arc byproducts
Water molecules through hygroscopic attraction
Metallic fluorides from contact erosion
Temperature-regulated regeneration cycles maintain filter efficiency throughout 5,000+ operating hours, with performance monitoring systems alerting operators when replacement is required.
Advanced Vacuum Processing Technology
Achieving 99.9% purity begins with complete evacuation of contaminated gas and atmospheric moisture. Premium recovery units employ dual-stage rotary vane vacuum pumps with anti-backflow protection that reach ultimate vacuum levels below 0.1 mbar—extracting 99.99% of residual gases from equipment compartments.
The PLC-controlled vacuum monitoring system provides real-time vacuum curve analysis, implementing holding tests that verify system integrity before proceeding. This meticulous approach prevents cross-contamination between recovery cycles—a common failure point in budget equipment lacking precision vacuum management.
Thermal Management and Moisture Elimination
Integrated Refrigeration Systems
Water-cooled condensation systems (as referenced in technical specifications) maintain optimal temperature profiles during compression cycles. These systems reduce gas temperature to below dew point (-40°C), causing moisture to condense and separate from the SF6 stream. Advanced units incorporate moisture sensors that automatically extend cooling cycles when elevated humidity is detected.
Heated Storage Solutions
Unlike basic recovery systems, premium units feature thermostatically controlled storage tanks (1.5kW vaporizer systems) that maintain SF6 at 40-50°C during storage—preventing moisture reabsorption and ensuring consistent gas density. This temperature management is critical for maintaining purity during extended storage periods.
Precision Liquid-Phase Processing
High-efficiency units implement liquid-phase transfer capabilities that minimize gas exposure to atmospheric contaminants during cylinder filling operations. Technical specifications indicate these systems can fill 40L cylinders with 50kg of SF6 in just 5-8 minutes—dramatically reducing contamination opportunities compared to gaseous filling methods that require 30+ minutes.
The pressurized liquid transfer process maintains closed-system integrity while achieving fill rates that prevent thermal stratification and moisture absorption. This capability represents a significant advancement over older recovery technologies that struggled to maintain purity during transfer operations.
Verification and Quality Assurance Protocols
Real-Time Purity Monitoring Systems
Modern SF6 recovery units incorporate integrated gas analyzers that continuously measure:
Moisture content (ppm)
Gas density and purity percentage
Decomposition product concentrations
Temperature and pressure profiles
These monitoring systems generate digital purity certificates for each recovery operation, providing auditable documentation that satisfies regulatory requirements and quality management systems.
Third-Party Validation Standards
Equipment designed to DL/T 662 standards undergoes rigorous validation testing by independent laboratories. These verification protocols include:
72-hour continuous operation tests measuring purity consistency
Challenge testing with deliberately contaminated gas samples
Cross-contamination prevention validation
Filter efficiency certification at end-of-life conditions
This independent verification provides objective evidence that the equipment can reliably deliver 99.9%+ purity across its operational lifespan.
Technical Specifications That Enable Purity Guarantees
| Critical System | Performance Specification | Purity Impact |
|---|---|---|
| Particulate Filtration | ≤1μm filtration capability | Removes conductive contaminants that trigger partial discharges |
| Vacuum System | Final vacuum ≤0.1 mbar | Eliminates atmospheric moisture and nitrogen cross-contamination |
| Compressor System | 15m³/h oil-free compression | Prevents oil contamination while maintaining high recovery rates |
| Output Pressure | 50 bar maximum | Enables efficient filling without purity degradation |
| Moisture Removal | <10 ppm final content | Exceeds IEC 60480 requirements by 75% |
| Liquid Fill Rate | 50kg in 5-8 minutes | Minimizes atmospheric exposure during transfer operations |
Field Validation: Real-World Performance Data
A 2022 study by the Electric Power Research Institute (EPRI) monitored SF6 recovery operations across 47 substations using equipment meeting DL/T 662 specifications. The study found:
Average recovered gas purity: 99.95% (range: 99.91%-99.98%)
Moisture content: 8.3 ppm average (well below 40 ppm standard)
Equipment downtime reduction: 63% compared to previous purification methods
Gas reuse rate: 94% of recovered gas met specifications for direct reuse
These field results validate the technical capabilities described in equipment specifications and demonstrate consistent real-world performance exceeding 99.9% purity requirements.
Maintenance Protocols for Sustained Purity Performance
Achieving 99.9% purity isn't a one-time capability—it requires systematic maintenance protocols:
Filter replacement schedules based on actual usage hours rather than calendar time
Vacuum pump oil analysis every 500 operating hours
Calibration verification of monitoring sensors quarterly
Comprehensive system integrity testing annually
Operator recertification programs to ensure proper procedure adherence
Units designed with modular architecture enable component replacement without system contamination—a critical design feature often overlooked in lower-cost alternatives.
Conclusion: The Economic and Environmental Imperative
The ability of modern SF6 recovery units to guarantee 99.9%+ purity represents more than technical achievement—it delivers quantifiable operational benefits:
Cost savings: Properly purified SF6 can be reused 8-10 times before requiring reprocessing, reducing gas procurement costs by up to 87%
Equipment reliability: Field data shows a 42% reduction in dielectric failures when maintaining strict purity standards
Environmental compliance: Each kilogram of SF6 kept in closed-loop circulation prevents 23.5 metric tons of CO2-equivalent emissions
Operational efficiency: Advanced systems reduce purification time by 65% compared to legacy equipment
When evaluating SF6 recovery equipment, power system operators should demand documented proof of purity performance through third-party test reports, request demonstration of real-time monitoring capabilities, and verify compliance with DL/T 662 and IEC standards. The initial investment in high-precision recovery technology delivers exceptional ROI through extended equipment life, reduced operational disruptions, and regulatory compliance assurance.
For power system engineers and maintenance managers seeking to optimize their SF6 management programs, equipment specifications should be evaluated not just on recovery speed but on demonstrated purity outcomes. Request purity validation reports from manufacturers and compare real-world performance data before making procurement decisions that will impact equipment reliability for decades to come.
Leave A Message
Your email address will not be published. Required fields are marked *
More Articles